新日本空調
映像の直感性と独自画像処理技術による定量性に強み
「100万分の1」の微粒子可視化へ
クリーンルームの清浄度を追求
微細化や集積化が進むほどに、歩留まりへの影響を極小化するために、より小さな塵の排除が求められる。電子顕微鏡で見るインフルエンザウイルスと同等の微粒子を可視化する独自技術を開発したのは、クリーンルームのパイオニア、新日本空調だ。映像と定量性で評価・改善活動に貢献する。
1990年代、新日本空調は半導体の歩留まりに影響を及ぼす、塵やホコリの可視化を取引先から求められた。空調のノウハウをベースにこれを実現すべく、「チンダル現象」に着目。直進性のある光が空気中の浮遊粒子に当たると「散乱光」を発する。朝にカーテンを開けて日光が差し込むと、光の帯の中にホコリが見える。散乱現象の一種だ。
「問題は、粒子サイズが小さくなるほど散乱光が急激に微弱になるということです」と新日本空調ソリューション事業部事業部長の古川太郎氏は説明する。「当時可視化の対象としたのは、0.5μm(マイクロメートル)の粒子です。1μmは1mmの1000分の1。ちなみに花粉が20μm~50μm、タバコの煙の粒子が0.1~1.0μm。散乱現象によって発せられる弱い光を抽出するのは非常に難しい。しかも検証場所は装置が稼働中の明るい現場です」。

新日本空調 ソリューション事業部 事業部長 古川太郎氏
そこで同社は専用レーザー光源、高感度カメラ、画像処理技術を組み合わせ「微粒子可視化システム」を開発した。できるだけ強い光を微粒子に当てるべく、光源には1本のレ―ザー光線を使用するなどして光の直進性を確保し、遠くまで均一かつ強度の高い光束を到達させる。
3つの技術を組み合わせ
微粒子可視化を実現

「微粒子可視化システム」の様々な活用シーン
高感度カメラに対する必須要件も、一般的な用途とは異なる。「同じ高感度でも暗い環境の中、長時間露光が許される星の撮影とは対称的に、微粒子可視化では、明るい環境の中で一瞬の微弱な散乱光だけを映像化できる高感度が求められます。カメラや画像処理技術の開発のみならず、光源の波長やカメラレンズの光学フィルタの選択など、システムとして感度を保つ工夫も必要です」(古川氏)。
1998年、同社は微粒子可視化システムをリリース。まずは取引先のクリーンルームに向けた改善提案の一環として、同社自らが利用して性能を磨いた。
「作業者に付着した見えない微小なゴミがクリーンルーム内に拡散する課題を解決するために微粒子を可視化し、そのデータをもとに改善提案を行いました。その過程の中で、お客様自身で使ってみたいという話になり商品化したのが最初です。その後、クリーンルームの製造環境を中心に実績を重ねました」(古川氏)
半導体の微細化、積層化に伴い、より小さな粒子の可視化と検出感度向上が求められる。これまでは微粒子可視化システムに高感度のアナログカメラを採用していた。SN比※1やダイナミックレンジ※2といった面で、微弱な散乱光を捉えるのに都合が良かったからだ。しかしアナログ信号をデジタルに変換してPCに取り込むと、輝度情報が欠落するという致命的な課題があった。ブレークスルーとなったのが、独自開発した画像処理技術「ViESTエンジン」だ。
※1 SN比…信号(Signal)と雑音(Noise)の比。SN比が大きいほど、信号が強くノイズが弱いことを示し、すなわち環境が良好であることを指す
※2 ダイナミックレンジ…識別可能な信号の最大値と最小値の比率を表した数値。カメラにおいては露光可能な光の範囲を指す
微粒子可視化システムによる可視化事例
独自の画像処理技術で
受光感度約100倍を達成

「0.09μm」の微粒子可視化を実現最新型の微粒子可視化システムでは、日差しで視認できるレベルの粒子(100μm)の約100万分の1、旧型(0.2μm)に比べても約100分の1の高感度と分かる
「背景と散乱光の画像をリアルタイムに分離し処理することで、散乱光の検出感度だけを大幅に増幅したクリアな可視化映像が得られます。浮遊微粒子の可視化画像をリアルタイムでPCに表示すると同時に微粒子の数や散乱光の輝度を分析できるので、発生源や挙動の把握に加えて定量的な検証にも力を発揮します」(古川氏)
同社は独自開発の超高感度デジタルカメラと「ViESTエンジン」を組み合わせた、新・微粒子可視化システムをリリース。実用感度90nm(ナノメートル)※3を実現した。インフルエンザウイルスが100nm前後で、電子顕微鏡が必要なレベルだ。また旧型カメラと比較し、超高感度カメラの受光感度は約100倍に。より広範囲に現象評価が行える。
※3 1nmは1mmの100万分の1、1μmの1000分の1の大きさとなる
「カメラで受光する散乱光強度は様々な条件に影響されるため、可視化の性能表示が曖昧になりがちです。当社が開発した性能検証装置は可視化できる粒子の大きさを検証できるため、より信頼性のある性能表示やシステム提案を支援します」と古川氏は強調する。
クリーンルームでは、生産開始後に気流や発塵源を分析したいというニーズが増えている。「生産性を高めようとすると製造装置の密度が高くなり、発熱量が上がることで気流が変わってしまいます。ロボットが動くと微粒子が巻き上がる点も問題を複雑化します。歩留まりにトラブルが起きた時、原因を探るのに微粒子可視化システムによる気流や発塵源の撮影は有効です」(古川氏)。
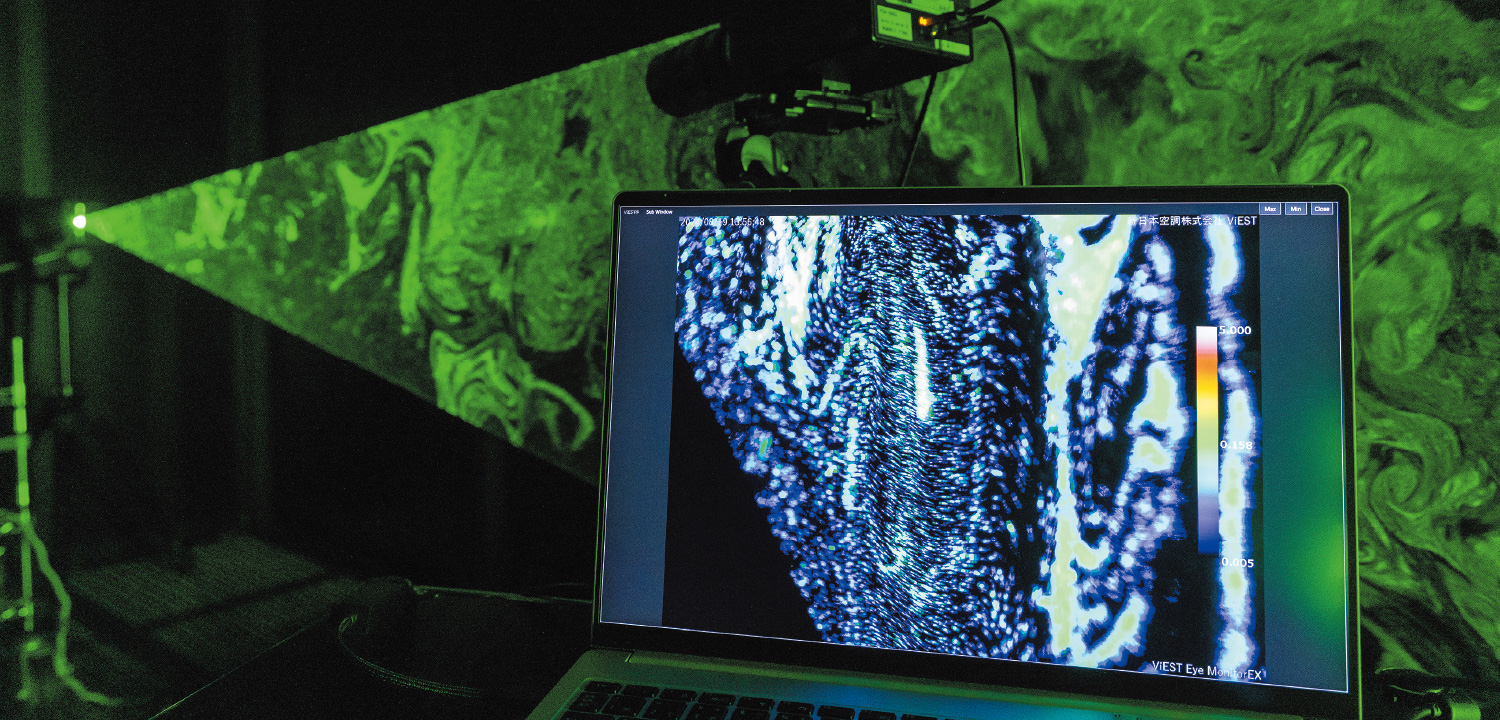
「微粒子可視化システム」デモの様子(新日本空調本社内「体験ルーム・ViEST東京ラボ」にて撮影)ミスト状の微細な粒子にレーザー光を当てることで、緑色の散乱光が発せられている。この現象を利用した微粒子可視化システムによって、リアルタイムに映像化と定量分析ができる
今後の展開について古川氏は話す。「映像の直感性と独自画像処理技術による定量性を生かした評価・改善ツールとして活用シーン拡大につなげていきます。クリーンルームだけでなく、製造装置内環境の可視化ニーズも増えています。半導体市場の成長が加速する中、歩留まりに関わる微粒子可視化技術の重要性は今後も高まります」。
新・微粒子可視化システムは「第22回 国際 水素・燃料電池展(10月2日~4日)」、「SEMICON Japan 2024(12月11日~13日)」に出展される。記事だけでは伝えきれない、微粒子可視化の世界をぜひ体験してほしい。
最高感度を更新し続ける微粒子可視化技術詳しくはこちら